kaiyun电子
單位地址:中國 湖南省 株洲市鑽石路
網址: www.aitingchina.com
E-mail:國內(nei) 部:zzslkj@sina.com
國際部:sales@aitingchina.com
國內(nei) 聯係電話:0731-28306000
國際貿易聯係電話:+8615007330038
谘詢手提電話:15007330920
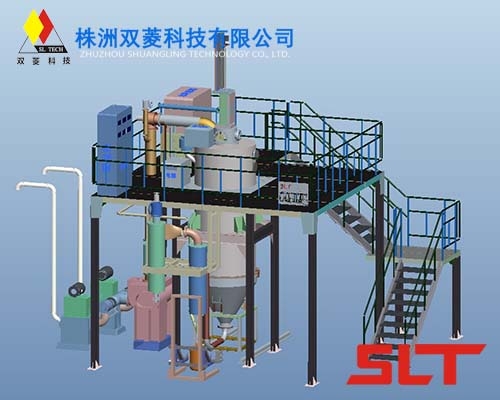
金屬粉末是激光3d打印的打印材料,目前金屬粉末的主要是生產(chan) 方法為(wei) 氣霧化法。氣霧化法的基本原理是用高速高壓氣流將液態金屬流破碎成小液滴並凝固成粉末的過程。由於(yu) 氣霧化法製備的金屬粉末具有純度高、氧含量低、粉末粒度可控以及成本低等優(you) 點,已成為(wei) 高性能金屬粉末製備的主流方法。
氣霧化法中根據坩堝的有無分為(wei) 真空感應熔煉氣霧化法和電極感應熔煉氣霧化法。霧化氣體(ti) 及霧化過程中所涉及的參數有氣體(ti) 性質、進氣壓力、氣流速度等,金屬液流及其相關(guan) 過程中所涉及的參數有金屬液流性質、過熱度、液流直徑等,這些參數直接影響金屬粉末的粒徑分布及微觀組織結構。
 流程")
在冷凝過程中,粉末的形貌與(yu) 液態金屬的球化時間以及凝固時間有關(guan) ,當液態金屬的球化時間小於(yu) 凝固時間,液態金屬凝固之前有充足時間球化,最後得到粉末為(wei) 球形;當液態金屬的球化時間大於(yu) 凝固時間,液態金屬凝固之前沒有充足時間球化,得到粉末為(wei) 不規則形狀。
目前kaiyun中国官方网站5.0的金屬粉末普遍采用冷氣體(ti) 作為(wei) 霧化氣體(ti) ,導致金屬液滴來不及球化就凝固成粉末,容易出現粉末球形度低(球形度≤80%)的問題,進而影響粉末的流動性,金屬粉末若不具備滿足激光3d打印要求的粒度範圍,在打印過程中,刮刀鋪粉不能保證平整順滑,會(hui) 對最終成品的質量造成很大影響。